中频点焊机专家
专注自动化焊接设备服务商
全国咨询热线: 18818228650
专注自动化焊接设备服务商
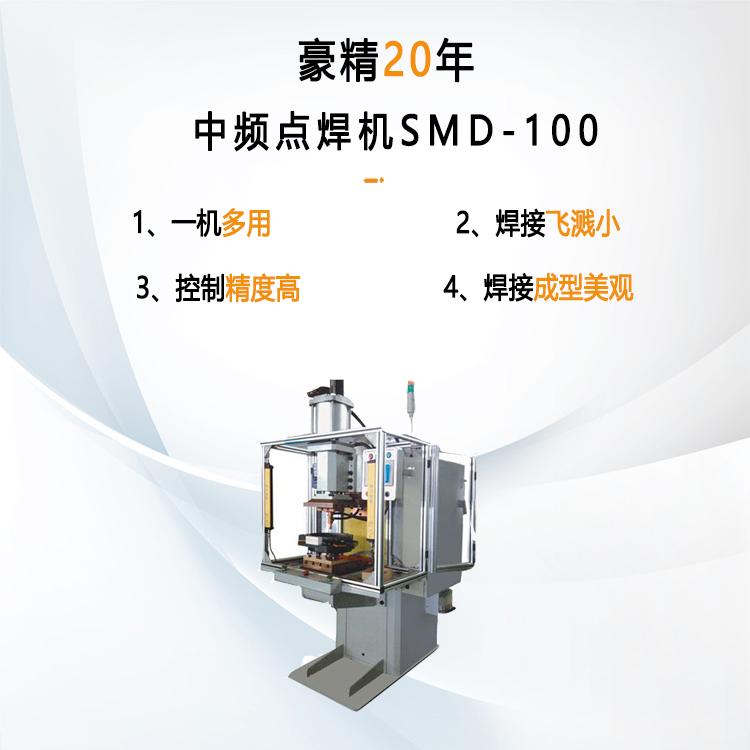
中频点焊机,中频逆变点焊机,品牌:上海豪精,型号:SMD-100。本公司的中频逆变直流点焊机SMD-100全部采用人机界面触摸屏以数字...
查看详情立即咨询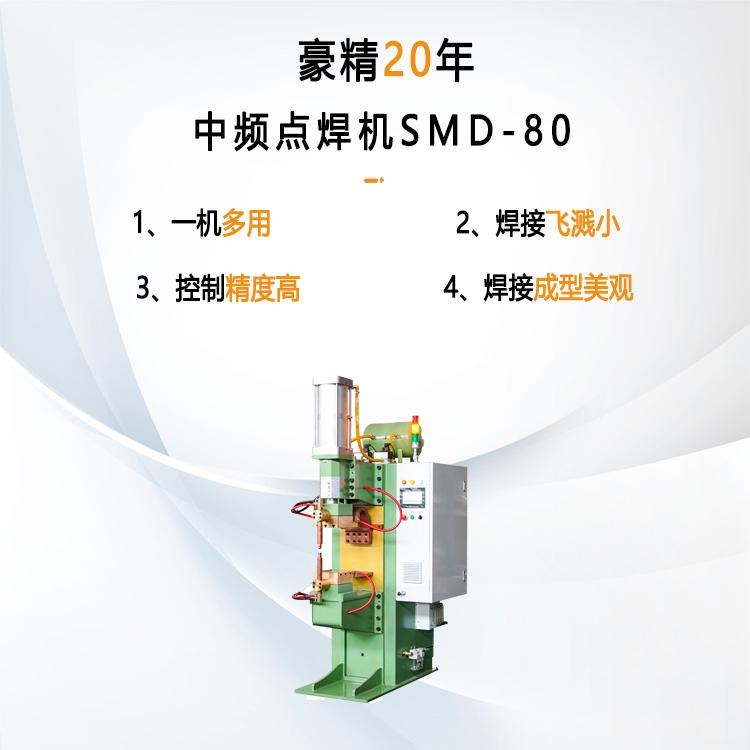
中频逆变直流点焊机,中频逆变点焊机厂家,品牌:上海豪精,型号:SMD-80,额定容量:200KVA,最大短路电流:80KA,外接电源:38...
查看详情立即咨询
中频逆变直流点焊机,气动中频逆变点焊机,品牌:上海豪精,型号:SMD-20,额定容量:50KVA,最大短路电流:20KA,外接电源:380...
查看详情立即咨询采用强度机身结构,故障率低,稳定性高,使用寿命长
采用全品牌配件,确保稳定运行,效率提升20%/省电30%以上
无需技能培训,操作简单,新手上岗也能轻松掌握。
焊接过程电流大小可监控,质量监控完善,有效规避耗材浪费
通用性强,广泛应用于多种高品质焊接领域
焊点表面氧化和变形很少焊接质量好
24小时咨询热线:18818228650

集设备制造、模具设计、精密机械加工为一体的现代化多向型企业
拥有专业的研发团队
致力科技创新,不断开发新产品

公司产品通过ISO14001国际环境管理体认证,ISO 9001国际质量体系认证。
公司善于把控产品细节。统一管理,专人专责,确保产品交付的每一个细节。

提供免费技术咨询、免费试焊
可根据您的行业、场地提供非标定制,满足各类需求

专业的配送体系,可根据客户要求定制个性化的配送服务
完善的售前售中售后服务
定期回访客户,注重客户反馈,及时有效地解决客户问题

豪精机电创始于1999年,2003年成立上海豪精机电有限公司,2016年成立浙江豪精机电有限公司,是国内集研发、制造、销售于一体的专业焊接设备供应商。产品包括点凸焊机,中频焊机,储能焊机,三相次级整流焊机等各种专业焊机设备。汇聚高端技术,打造中国标杆品牌,豪精机电一直走在中国焊接设备研发制造领域的前端。以德国工业技术为基础,引进西门子控制系统,台湾威伦操作界面等科技成果,豪精的产品以其在自动化、稳定性、精确性、节能性、易用性等方面的良好表现,赢得了包括无锡松...
了解更多+











Get project quote entry







 员工风采4
员工风采4 员工风采7
员工风采7 员工风采9
员工风采9 员工风采8
员工风采8 员工风采6
员工风采6 员工风采5
员工风采5 员工风采1
员工风采1 员工风采2
员工风采2 员工风采10
员工风采10 日本东陶博物馆留念
日本东陶博物馆留念





 下一页
下一页
